Manufacturing Processes
Every product we make starts as raw material and goes through one or more precision machining operations. Here's what happens on the shop floor.
3-Axis CNC Milling
3-axis milling is the foundation of modern machining. The cutting tool moves along three linear axes -- X, Y, and Z -- to remove material from a fixed workpiece. It's ideal for flat surfaces, pockets, slots, and simple contoured shapes.
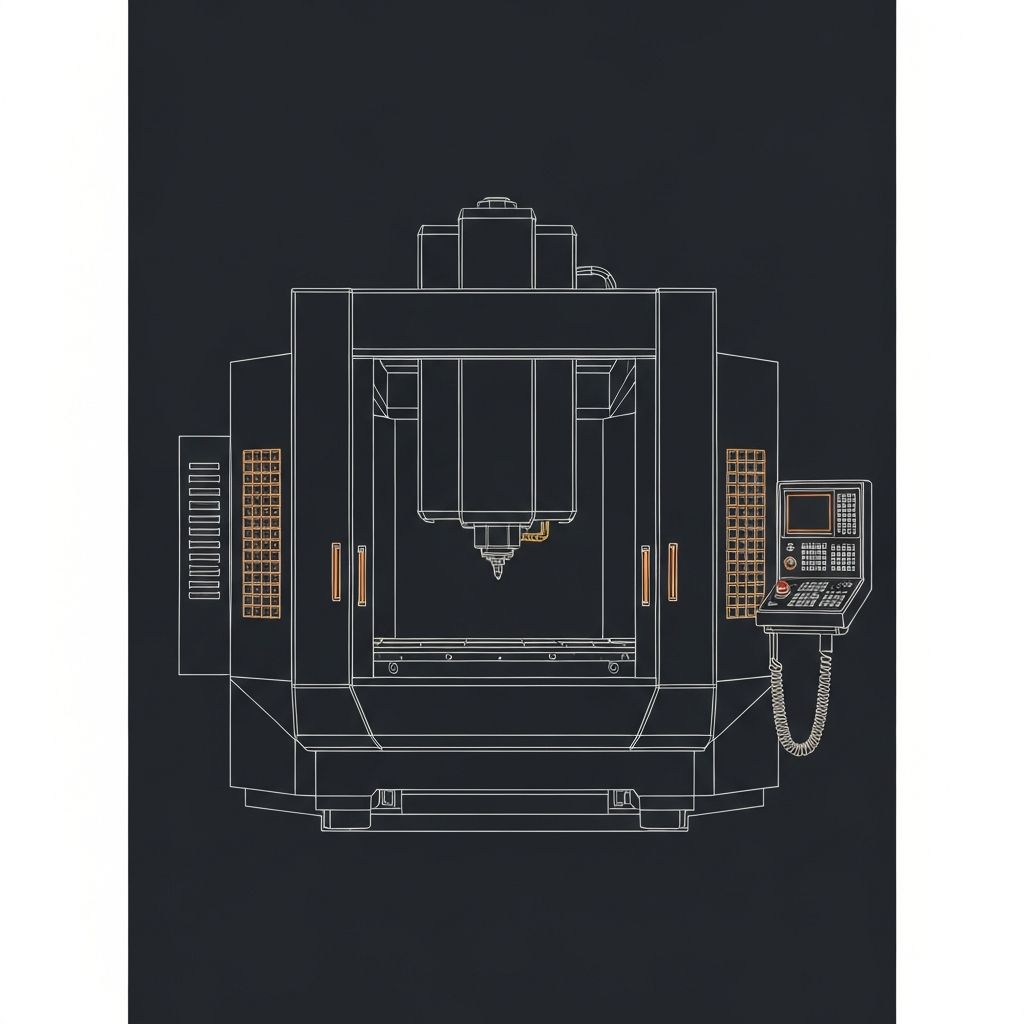
A rotating cutting tool is mounted in a spindle that can move up/down (Z), left/right (X), and forward/back (Y). The workpiece stays clamped to the table. The machine follows computer-generated toolpaths to cut material layer by layer.
Flat panels with engraved logos, mounting plates, simple enclosures, brackets, and any part with features accessible from one direction. Most parts with squared-off geometry are perfect for 3-axis.
Because the tool can only approach from above, undercuts, complex curves, and features on angled surfaces require repositioning or a more capable machine.
5-Axis CNC Milling
5-axis milling adds two rotational axes to the three linear ones, allowing the cutting tool -- or the workpiece -- to tilt and swivel during the cut. This unlocks complex, flowing geometries that would be impossible or impractical to produce any other way.
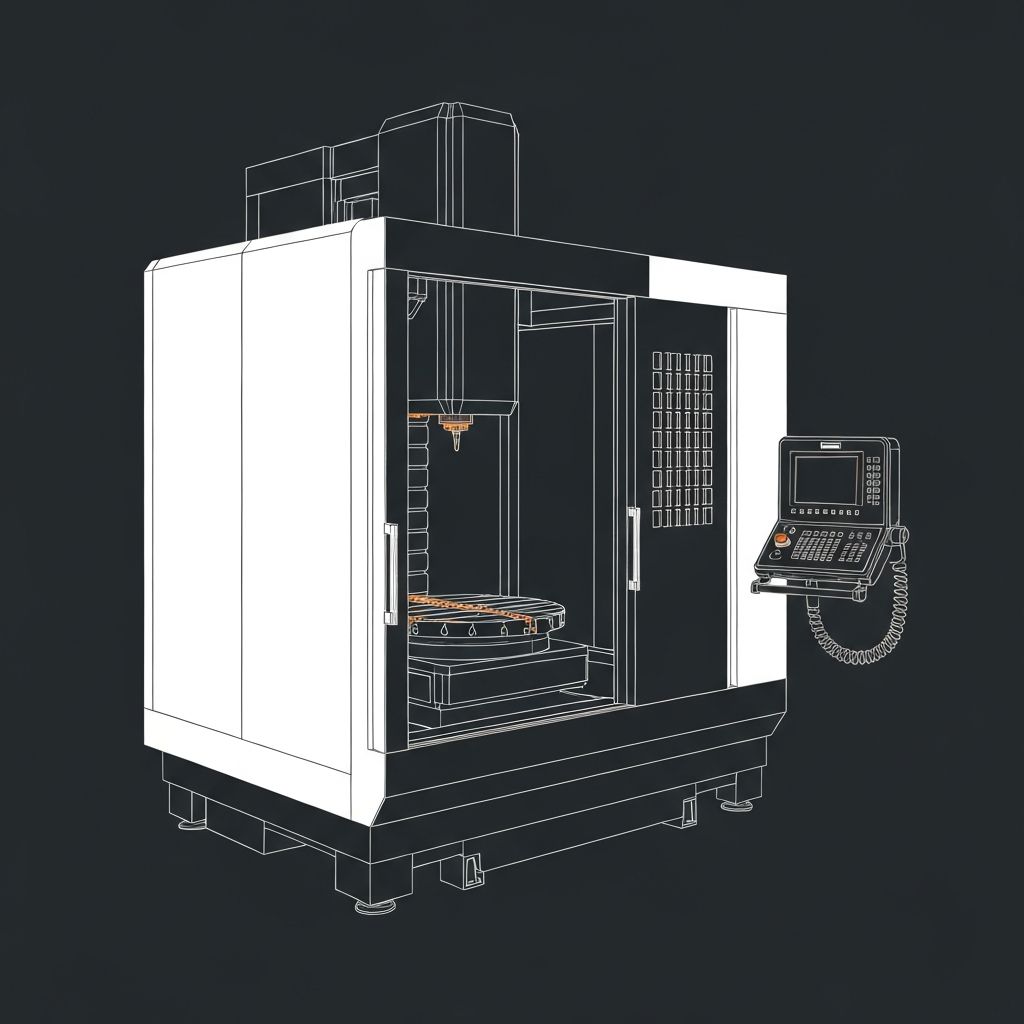
In addition to X, Y, and Z, two rotary axes (typically A and B, or B and C) allow the tool to approach the workpiece from virtually any angle. The machine can perform simultaneous 5-axis contouring -- all five axes moving at once -- to sculpt compound curves and organic surfaces in a single setup.
Freeform shapes, complex contours, impellers, turbine blades, automotive parts, aerospace components, and any product where aesthetics demand flowing curves. Also excellent for reducing setups on multi-feature parts.
"3+2" (positional 5-axis) locks the two rotary axes at a fixed angle and then cuts with three axes, giving tool access to multiple faces without full contouring. Simultaneous 5-axis moves all five axes at the same time for smooth sculpted surfaces. We use both depending on the part.
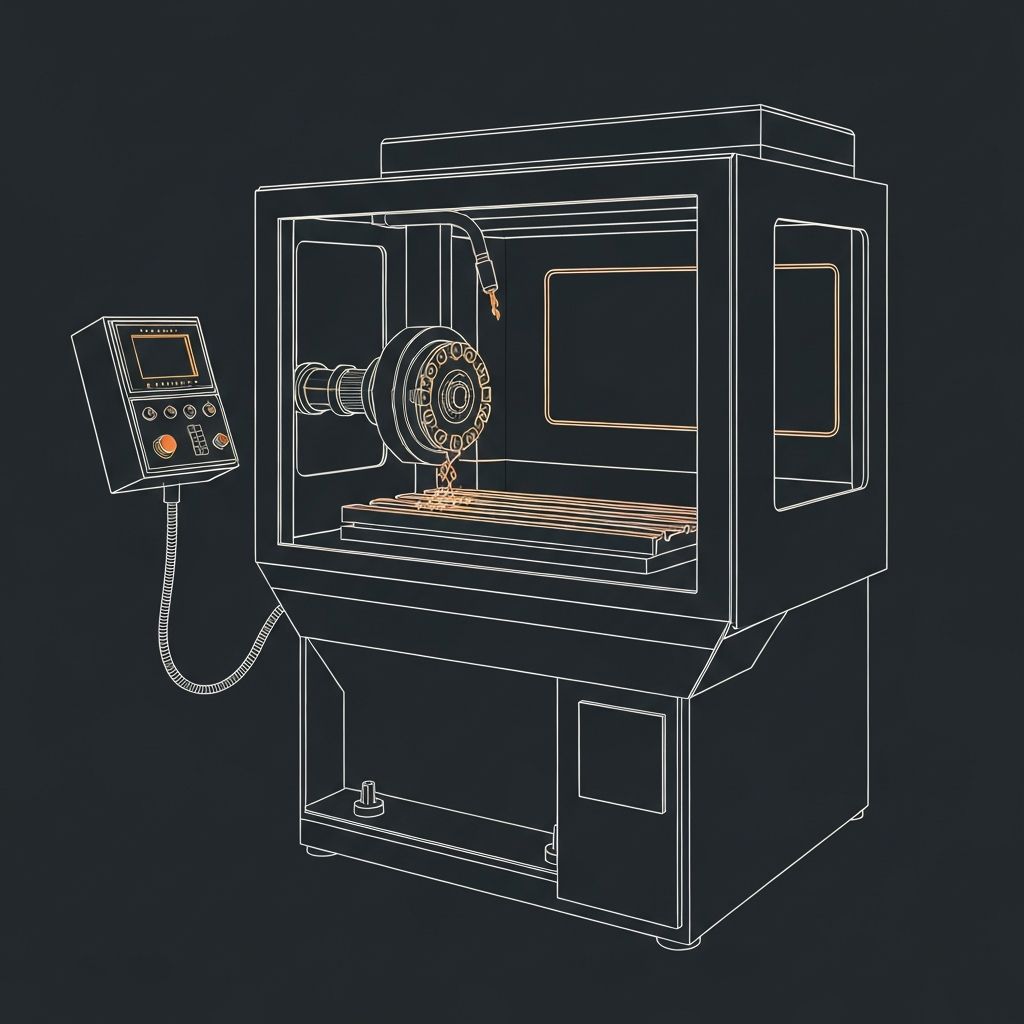
CNC Turning (Lathe)
Turning is the art of machining round parts. The workpiece spins at high speed while a stationary cutting tool removes material. It's the most efficient way to produce shafts, knobs, threaded fasteners, and any part with rotational symmetry.
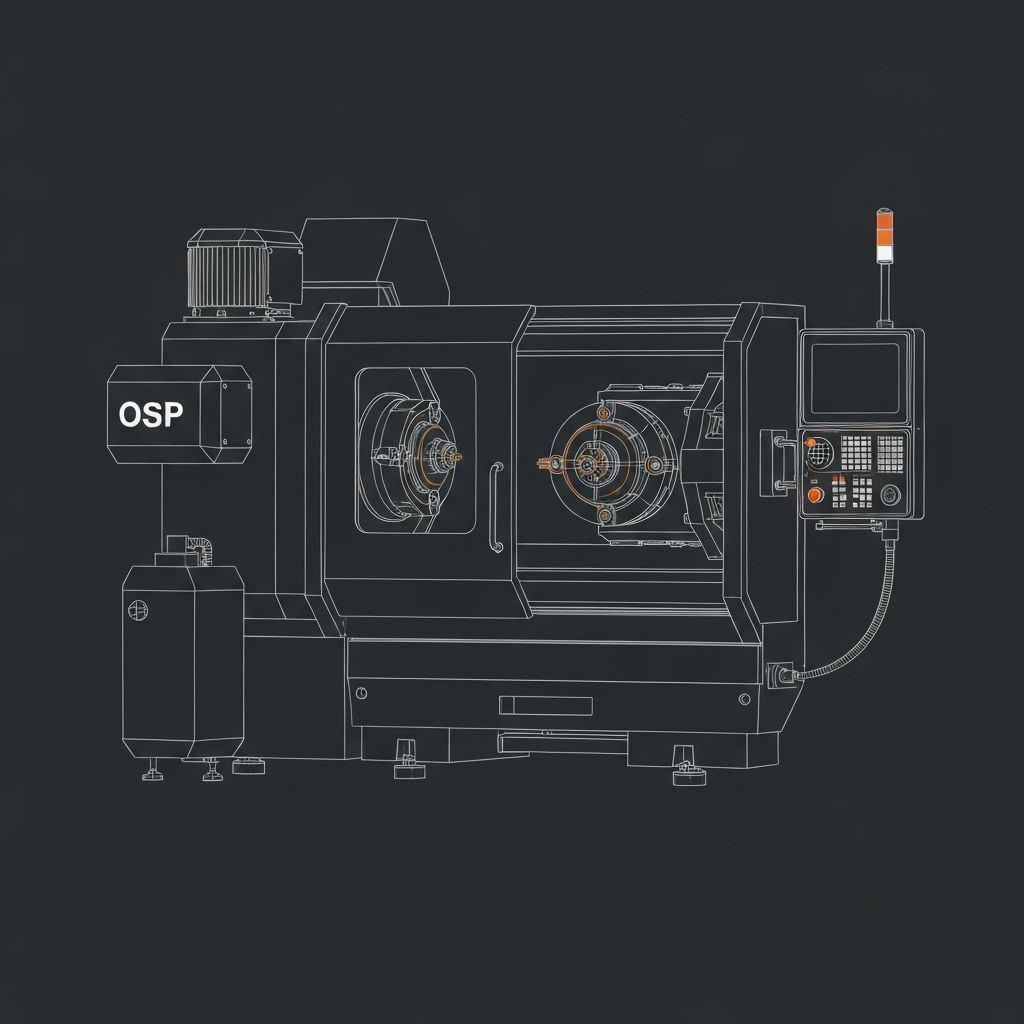
The workpiece is clamped in a rotating chuck. A cutting tool on a movable turret engages the spinning material to cut diameters, faces, tapers, grooves, and threads. Modern CNC lathes with live tooling can also perform milling and drilling operations while the part is still chucked.
Cylindrical components like knobs, dials, standoffs, threaded barrels, bushings, and any part defined by its outer or inner diameter. If your product is round, it starts on the lathe.
Modern turning centers can mount driven tools (drills, end mills) on the turret, allowing cross-holes, flats, and small milled features to be added without removing the part. This means fewer setups and tighter tolerances.
Surface Finishing
Machining is only half the story. Surface finishing transforms a raw machined part into a retail-ready product -- adding color, texture, protection, and brand identity.
An electrochemical process that grows a hard, porous oxide layer on aluminum. This layer accepts dyes for vivid, brand-matched colors and dramatically improves scratch and corrosion resistance. Type II (decorative) and Type III (hardcoat) are both available.
Fine glass or ceramic media blasted at the surface creates a uniform matte texture, removing tool marks and giving the part a clean, machined look. Often used as a pre-anodize step.
A focused laser beam permanently etches logos, serial numbers, or graphics into the surface without ink or chemicals. The result is crisp, durable, and production-ready.
Not Sure Which Process Fits Your Idea?
Send us a sketch, a CAD file, or even a napkin drawing. Our engineers will recommend the right manufacturing approach and get you a quote.
Get a Free Quote